规格:高(或宽)厚涂漆
钢格板扁钢;扁钢 20 毫米、25 毫米、30 毫米、32 毫米、35 毫米、40 毫米、45 毫米、50 毫米,
钢格板平在扁钢下 理想的钢厚度分别为 3 毫米、4 毫米和 5 毫米。表面处理:喷漆、红漆、橙漆、绿漆等。钢筋坐标方向扁钢连接间距:相邻两根承重扁
钢格栅的中心距通常为30mm,涂漆
钢格栅与绞钢的距离:相邻两根钢筋中心的控制距离通常为50mm到100mm,可根据客户不同的管理要求定制。首先,在涂刷
钢格板之前,需要做以下工作:彻底搅拌油漆,调整油漆粘度,提炼和过滤油漆,调整油漆颜色。然后在喷涂时选择合适的油漆。粘度取决于涂料类型、气压和压力。喷头的大小和喷面的量。由于装配的影响,在焊接时需要选择合适的焊接装配顺序,以避免整体产生不必要的装配应力。组件的整体刚度和在各个组装阶段重心位置的变化会在组装后的
钢格板的焊接位置产生不必要的应力。一般来说,焊接顺序处理不当会直接影响焊接质量。此外,在装配过程中可能会出现新的残余应力。如果新的残余应力大于临界变形应力,焊缝就会变形。因此,应尽量减少或避免装配应力。焊接工作尺寸对
钢格板的焊接性能有显着影响。在我国不锈钢点焊技术中,焊接工艺的大小与钢点焊弯曲变形的发展密切相关。我国不锈
钢格栅的位置和焊缝变形也有一定的影响。不对称放置会导致焊缝弯曲变形。点焊钢的中性轴越靠近焊缝,弯曲变形越小。反之,中性轴离焊缝越远,弯曲变形越大,越容易弯曲。在焊接钢网架的制造过程中,由于局部高温热源的影响,焊缝部位受热剧烈,局部熔化。该区域的活性材料被加热,使得焊接膨胀节区域和
钢格板周围的温度变化相对便宜。上升后急剧下降,热弹应力超过屈服极限,发生热压缩。冷却期间焊缝区材料的收缩受其他周边区域温度场分布不均匀的影响,导致焊缝区收缩变形不均匀,产生拉伸残余应力,影响相邻两区的经济性。产生压缩残余应力。不锈钢网格的焊接方法非常复杂,作为热源的输入数据非常敏感。合理有效地控制信息输入热源的能量对于保证钢材点焊质量非常重要。热源能量输入越大,收缩变形的风险越大,热源能量输入越小,污染收缩变形越小。因此,在设计时要防止焊缝形成良好的社会,并选择小的输入热源。






 二维码
二维码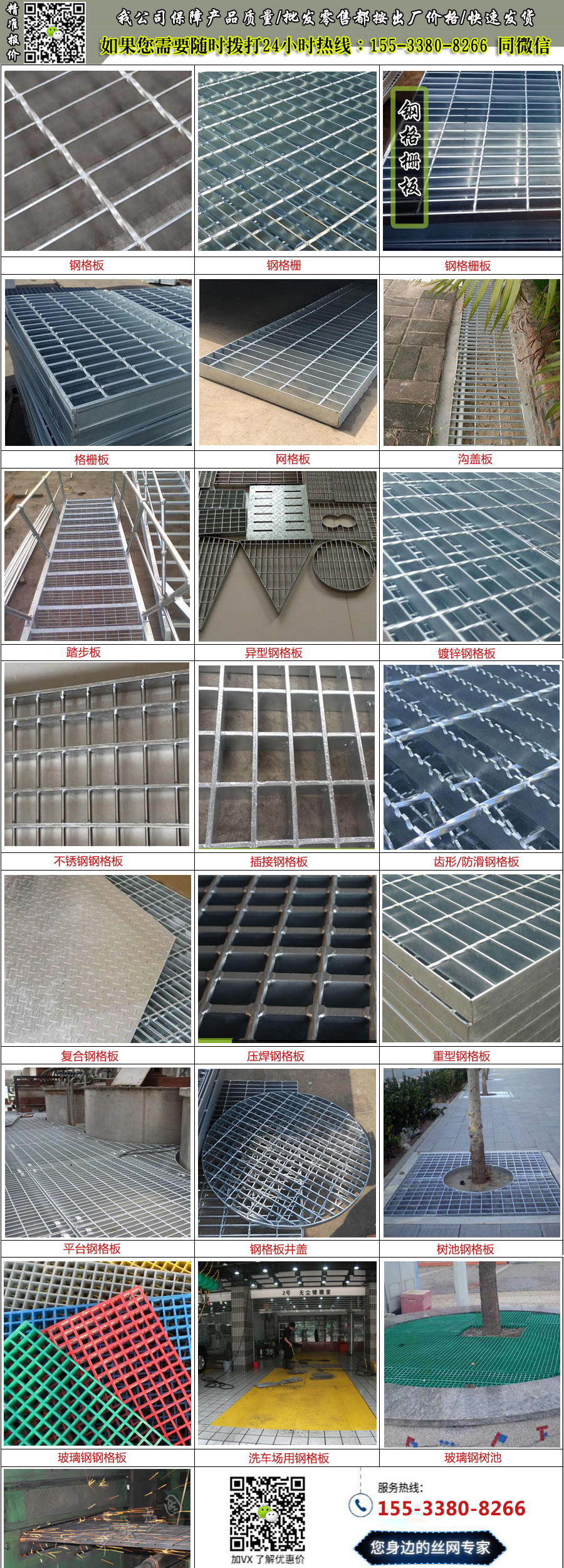 关键词:
关键词: